News center
新聞中心

News center
新聞中心
2021-08-10??作品聲明:內(nèi)容由AI生成
根據(jù)目前的加工設(shè)備能力,小型機(jī)機(jī)架的鉆孔和攻絲是在立式鉆床和攻絲機(jī)上進(jìn)行的。大中型底座的鉆孔和攻絲在搖臂鉆床上進(jìn)行。批量生產(chǎn)時用鉆模鉆孔,保證孔位的一致性和準(zhǔn)確性;沈女士今天將與您進(jìn)行簡短的交流。
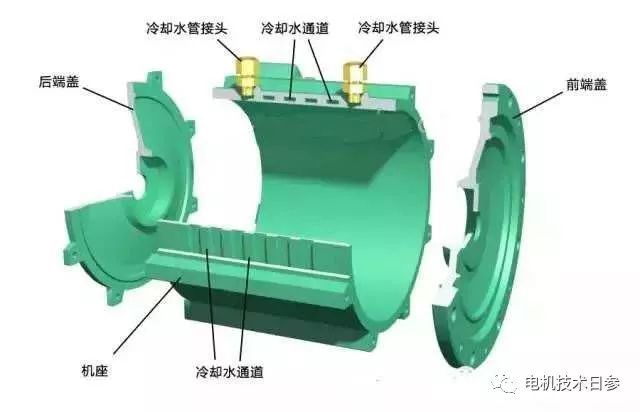
機(jī)器底座的不同鉆孔方法
鉆機(jī)底座端孔簡易鉆模是利用底座擋塊與鉆模擋塊之間的間隙配合。鉆完個孔后,插入固定銷,防止鉆模和底座相對移動,然后鉆其他孔。底孔到機(jī)架中心線的距離是電機(jī)的主要安裝尺寸之一,必須嚴(yán)格控制。
根據(jù)機(jī)座的不同加工方案,機(jī)座的鉆孔和攻絲方法也不同。
方案一
腳的鉆孔是在加工內(nèi)圓、端面和接頭后進(jìn)行的,因此鉆孔可以根據(jù)內(nèi)圓或端面和接頭進(jìn)行定位。由于腳平面與內(nèi)圓和止擋面不在一個方向,腳孔的定位和加工比較困難。
常用的底孔鉆模有兩種。
小型機(jī)座,鉆孔時,先將鉆模放在鉆床的工作臺上,然后將座蓋在內(nèi)圓定位胎上,用拉力螺釘和壓板夾緊座。后,用鉆套引導(dǎo)鉆頭鉆孔。底孔相對于框架中心線的對稱性由模具保證。然而,很難裝載和卸載框架。
對于中型機(jī)座,鉆孔時,先將機(jī)座放在徑向鉆床的工作臺上,用前后模板上的止回圈與機(jī)座兩端的止回口配合。鉆柄和偏心輪機(jī)構(gòu)相互作用,使模板的垂直中心線與機(jī)座的垂直中心線重合,從而保證底孔相對于機(jī)座的垂直中心線對稱。然后用張緊螺釘將前后模板緊固,確定底孔的軸向距離。后,用鉆套引導(dǎo)鉆頭鉆孔。其缺點是:(1)鉆模與腳的上表面有間隙,不方便排屑,影響鉆孔效率;(2)鉆桿長,晃動大,容易碰到基壁。

方案二
先鉆底孔,再加工端面、端面、內(nèi)圓。機(jī)床的調(diào)整保證了底孔相對于機(jī)架中心線的對稱。
攻絲可以用手,用機(jī)床,或用多頭攻絲夾頭,一次可以攻幾個螺栓孔。攻絲的速度比鉆頭慢得多。有些水龍頭在座位后面裝有安全裝置,當(dāng)水龍頭碰到底部或遇到過大阻力時,安全裝置會自動停止,以防止水龍頭破裂。
提高發(fā)動機(jī)底座的鉆孔效率和精度
當(dāng)生產(chǎn)批量很大時,為了進(jìn)一步提高生產(chǎn)率,可以在普通鉆床上安裝多軸驅(qū)動卡盤,也可以使用多頭鉆床(組合鉆床),一次裝夾可以同時加工幾個孔。小型機(jī)機(jī)架的端孔采用多頭鉆床,左右對稱布置,可以同時對機(jī)架的兩個端面進(jìn)行鉆孔或攻絲。機(jī)座大致位于中間體上;加工不同的機(jī)座時,必須更換中間的定位夾具。鉆孔攻絲時,由左右塔式槽口輪胎精確定位。鉆孔機(jī)每端配有八根鉆桿,其中四根用于攻絲,其徑向距離可調(diào)。
多頭鉆床除了人工裝卸工件外,依靠液壓和電氣系統(tǒng)的配合,整個工作循環(huán)是自動的,平均每機(jī)座生產(chǎn)率為5分鐘。

鉆DC電機(jī)底座磁極孔
DC電機(jī)基座上磁極孔的不均勻分度將使測試變得困難

有的電機(jī)廠用自制的專用內(nèi)鉆床在機(jī)座上加工磁極孔。工件垂直夾緊。一組鉆頭從內(nèi)向外鉆。鉆完一套磁極孔后,工件旋轉(zhuǎn)一定角度,再鉆第二套磁極孔。重復(fù)這一過程,直到所有磁極孔都被鉆出。采用這種加工方法,機(jī)座內(nèi)壁磁極孔級配均勻,機(jī)座內(nèi)壁無毛刺,磁極與機(jī)座接觸良好,工作效率高。
以上非官方內(nèi)容僅代表個人觀點。
微信服務(wù)號

 聯(lián)系電話
聯(lián)系電話
 地址
地址
 傳真
傳真
 郵箱
郵箱
Copyright ? 2020 上海奕步電機(jī)有限公司 All Rights Reserved.
滬ICP備16040912號-16微信服務(wù)號

Copyright ? 2020 上海奕步電機(jī)有限公司 All Rights Reserved.